Revealing The Deep Logic Of Sterilization Of Bioreactor-Fermenter
Real tank sterilization (real sterilization) is a sterilization process in which all the prepared culture medium is input into a bioreactor-fermenter or other device, steam is introduced to heat the culture medium and the equipment used to the sterilization temperature, maintained for a certain period of time, and then cooled to the inoculation temperature, as shown in Figure 1.
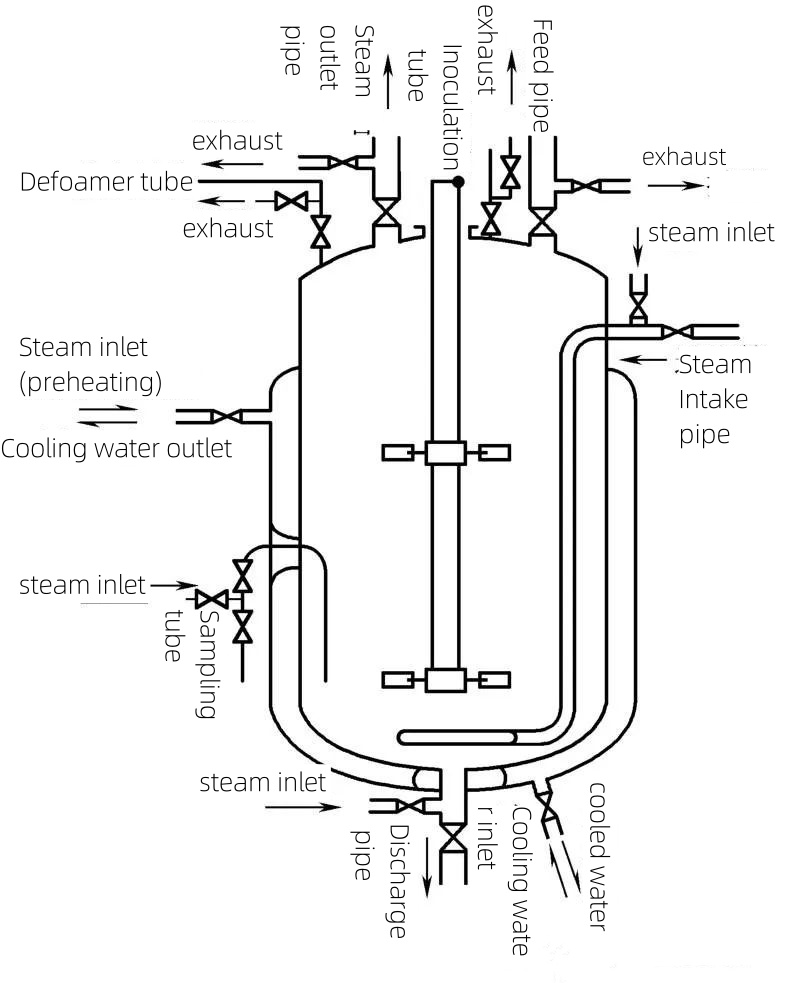
Figure 1 Schematic diagram of actual elimination
This process is also called intermittent sterilization or batch sterilization (relative to continuous sterilization).
The full-tank sterilization operation actually includes three processes: heating, heat preservation, and cooling. Figure 2 shows the temperature changes during the full-tank sterilization of the culture medium.
picture
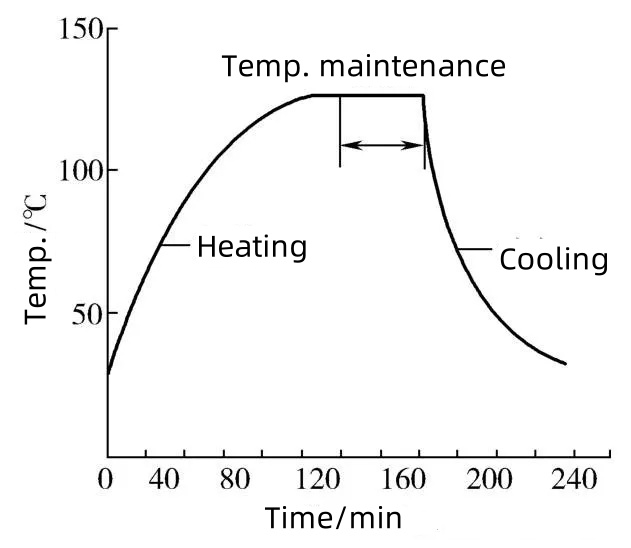
Figure 2 Temperature changes during can sterilization
Specific steps for can sterilization:
1. Tank cleaning inspection
Before cleaning, check whether the valve status is correct. When cleaning, pay attention to check whether there is leakage in the equipment and pipelines, mainly the cooling pipelines.
Check whether the condensed water in the fermenter jacket has been drained to ensure that there is no cooling water in the jacket.
After cleaning, check the inside of the tank to see the original color without obvious dirt.
2. Preparation before sterilization
Sterilize the air filter of the fermenter and blow it dry with sterile air.
Check to make sure the tank is depressurized. Insert the cleaned and calibrated electrode into the tank and connect the electrode wire. Check that the tank bottom valve is closed.
Then add the prepared materials into the tank, add the required water to make up the volume according to the process requirements, add the defoamer, and check if there is any missing material. After completion, stir to prevent the liquid from settling.
3. Heating
(1) Indirect heating
Open the exhaust valves of the tank body, at the same time, turn off the jacket cooling water, open the jacket or coil steam valve, introduce steam into the jacket or coil to indirectly heat the liquid, slightly open the jacket water inlet pipe drain valve, and discharge the condensed water in the tank body and jacket.
When the tank temperature rises to 80-90℃, gradually close the exhaust valve.
The role of jacket steam preheating:
①Reduce the generation of condensed water and ensure the accuracy of the culture medium volume after disinfection.
At the beginning, steam is directly introduced into the tank, and the cold material in the tank is directly rushed into the steam, which is very likely to produce a large amount of condensed water and make the volume of the culture medium too large after consumption. Some factories omit this step and need to control the amount of condensed water generated through experiments to ensure the concentration of the culture medium.
②Reduce noise.
The temperature difference between the material and the steam is too large, and direct introduction of steam will cause equipment vibration.
③ It is conducive to the gelatinization and liquefaction of starchy raw materials. (This does not apply to raw materials without starch)
The temperature of the jacket rises relatively slowly, which is beneficial to the full dissolution of the materials that may not be completely dissolved in the culture medium for starchy materials, and avoids gelatinization and agglomeration of the material surface caused by too fast temperature rise, which affects the sterilization effect.
(2) Direct heating
After preheating the jacket to 80-90℃, close the jacket steam inlet valve (it can also be closed), open the tank steam inlet valve, and allow steam to flow directly into the tank to raise the tank temperature to 118-121℃. Open various exhaust valves and stop stirring.
4. Heat and pressure insulation
When the material temperature is close to the temperature specified by the process, gradually reduce the steam valve and adjust the balance of each valve to make the pressure and temperature steadily reach the pressure and temperature required by the process (generally slightly higher than the culture temperature by 0.5-2℃, otherwise it will drop too low).
At this time, all pipes connected to the reactor are required to be in two states: steam inlet or steam outlet, in order to sterilize the pipes.
During the insulation stage, steam should be introduced into all pipes below the liquid level of the culture medium; steam should be discharged from other pipes above the liquid level, so as to ensure thorough sterilization without dead corners. Insulation is generally 121℃ for 25-30min.
General fermentation tanks generally have three openings (air inlet pipe, discharge pipe, and sampling pipe) for steam intake, which is the so-called "three-way steam inlet".
"Four-way steam outlet" means that steam is directly discharged from the exhaust, inoculation, feed and defoamer pipes. Mainly these four ways, the steam inlet and outlet valves also need to be opened.
5. Coling
After sterilization, first close all steam inlet valves and slightly reduce the exhaust valve. Then, open the air inlet valve to let in sterile air to maintain the tank pressure. It should be noted that the pressure in the tank should be lower than the air filter pressure to prevent the culture medium from flowing back.
Finally, open the cooling water valve and pass cold water through the jacket or coil for rapid cooling, start stirring, and cool the culture medium to the temperature required by the fermentation process.
After sterilization, sterile air needs to be introduced in time to ensure the pressure inside the tank (generally the tank pressure is adjusted to 0.1MPa) before cooling water is added for cooling.
The function of introducing sterile air is to accelerate the cooling and maintain the positive pressure in the tank, to prevent the cooling of the culture medium from forming a negative pressure in the tank, which is easy to be infected with bacteria or cause the bioreactor-fermenterto be damaged (the tank pressure of the bioreactor-fermenterdrops to zero and the tank body is sucked flat). This is an accident that often occurs in the sterilization operation of stainless steel jacketed fermentation tanks. This is a serious production accident.
The following four criteria are used to judge the quality of sterilization of culture medium tanks:
① Meet sterility requirements after sterilization;
②Less destruction of nutrients;
③ The volume of the culture medium after sterilization is consistent with the volume of feed;
④Less foam.
Several issues should be paid attention to during the sterilization process:
(1) The role of sterilization stirring
In full-can sterilization, stirring plays a very important role.
The purpose of turning on stirring:
① Make the sterilized materials evenly heated and transferred to avoid the formation of false pressure during the sterilization process of the can;
② Avoid material sedimentation. Once sedimentation and stratification occur, it will cause inconsistent heating temperature and easily generate false pressure.
(2) Changes in liquid volume after sterilization
When preparing the culture medium, full consideration should be given to the increase in volume of the culture medium after sterilization.
The longer the sterilization time, the more the volume increases. The lower the temperature, the larger the volume of steam entering, generally increasing by about 10%, which is related to the quality of the steam.
The jacket is not preheated or preheated insufficiently, the condensed water in the steam pipe is not completely drained, the steam sent from the boiler room contains too much water, etc., which will form a lot of condensed water and increase the volume.
(3) Consideration of can sterilization time
In industrial fermentation production, the heat preservation stage is usually regarded as the sterilization time. Now 121℃ and 30min are generally used.
However, the sterilization maintenance time required to achieve the same sterilization effect in fermenters of different sizes is theoretically different.
The 40m3 bioreactor-fermenteris sterilized and the theoretical sterilization time is calculated by the formula

Figure 4 Calculate the theoretical sterilization time.
t——indicates the theoretical sterilization time, s;
N0——the original number of viable bacteria at the beginning of sterilization (t=0), cells/mL;
Nt——Number of remaining living bacteria after time t, cells/mL;
k——bacterial death rate constant, s-1, which is related to the type of microorganism and temperature.
Assume that the culture medium contains 2×107 spores of heat-resistant bacteria/mL, and the sterilization rate constant at 121℃ is 0.0287s-1.
The time required to obtain the probability of sterilization failure of 0.001 is 23.9 minutes. The sterilization effect of the two stages of the culture medium rising from room temperature to 121℃ and falling from 121℃ to the fermentation culture temperature is not taken into account here.
In fact, heating and temperature increase does contribute to the sterilization of the culture medium, especially when the culture medium is heated to above 100℃, this effect is more obvious.
If the sterilization effect of the culture medium during the heating stage is taken into account, and if it takes 15 minutes to raise the temperature of the culture medium from 100℃ to 121℃, the sterilization time during the insulation stage is calculated to be 21.1 minutes, and the insulation time is shortened by 12%.
The larger the volume of the fermentation tank, the longer the heating time for tank sterilization, the greater the impact of the heating stage on sterilization, and the shorter the corresponding insulation time.
Small tanks heat up quickly and the heating time can be ignored. The fermentation tanks currently used in the fermentation industry are relatively large (60-100m3), and the sterilization effect during the heating stage should be considered to minimize the destruction of nutrients.
For fermentation tanks with a volume below 40m3, this effect can be ignored.
In addition, the cooling stage also contributes to sterilization to a certain extent, but rapid cooling measures are commonly used nowadays, which are short in time and are generally not taken into account in calculations.
PreviousThe Differences In 3 Herbal Oil Extractions
NextDesign And Application Of Mechanical Stirring Fermentation Tanks







-analyzer-1695623743955.jpg)
